
par Franco Chiesa et Jimmy Simard, Centre de métallurgie du Québec
Dans les fonderies d’aluminium à moules en sable, les masselottes sont généralement coupées avec des disques abrasifs, ce qui entraîne des coûts importants en équipements, en main-d’œuvre, ainsi qu’en consommables. Une manière plus rapide d’enlever les masselottes, consiste à les casser à leur base par choc, après les avoir affaiblies avec un noyau de sable ou une grille en fibre de verre (voir Figure 1).
-

- Fig. 1. Noyau sur un manchon de 150 mm
-

- Fig. 1. Grille en fibre de verre à la base d’un manchon
Deux masselottes dans des manchons isolants de 150 mm ont alimenté des cubes de 180x180x180 mm en aluminium A356. L’une avait à la base un noyau pour amorcer la rupture et l’autre une grille en fibre de verre (voir Figure 2).


Fig. 2. Masselottes de 150 mm de diamètre avec à leur base, une entaille faite par un noyau de sable (à gauche) et une grille en fibre de verre (à droite)
Les masselottes ont été cassées à la masse (voir Figure 3), produisant les surfaces de rupture visibles et présentées dans la Figure 4.
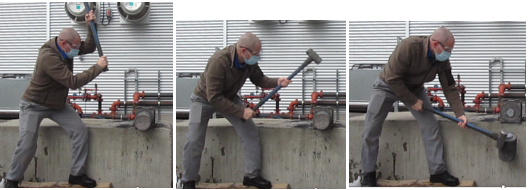
Fig. 3. Démasselottage à la masse, lorsqu’un noyau est utilisé pour amorcer la rupture.


Fig.4. Surfaces de rupture de la masselotte noyautée (à gauche) et de celle ‘’grillagée’’ (à droite)
Dans chaque cas, la séquence a été enregistrée avec une caméra à haute vitesse. Cela a permis de mesurer la vitesse de la masse juste avant l’impact (typiquement ~ 7 m/s) et de calculer la quantité d’énergie nécessaire pour détacher la masselotte du cube. Une faible partie de cette énergie a déformé plastiquement l’alliage à la surface de la masselotte, et ce, au point d’impact. L’énergie de chaque coup était comprise dans la fourchette 144 J ± 12 J.
La masselotte noyautée s’est détachée au 4e coup (voir Figure 3, image de droite) pour une énergie totale absorbée d’environ 500 J. La masselotte « grillagée » s’est rompue au 12e coup, pour une énergie totale absorbée d’environ 1800 J.
Du point de vue du moulage, l’utilisation d’une grille en fibre de verre est plus pratique que la pose d’un noyau pour amorcer la rupture. Cependant, l’énergie plus élevée requise pour détacher les masselottes nécessite l’utilisation d’un marteau pneumatique de type Powerhammer, tel que représenté en Figure 5. En revanche, pour leur part, les masselottes noyautées de 150 mm de diamètre peuvent être cassées manuellement.

Fig. 5. Powerhammer de 8000 Joules, cassant une masselotte de 200 mm en acier au manganèse.
Cette technique de démasselottage par choc est rarement utilisée dans les fonderies d’aluminium. Notamment, peut-être parce que les alliages d’aluminium sont trop ductiles pour ce type de technique. Ce n’est cependant pas le cas dans les conditions de lente solidification, comme celles des cubes qui ont été présentées dans le présent article. Dans le cas de l’alliage A356 brut de coulée solidifié en plus d’une heure, l’allongement à la rupture est inférieur à 1 % (pour le cas des masselottes de 150 mm).
__________________
Version traduite par M. Franco Chiesa. Pour lire la version complète en anglais publié aussi, dans Modern Casting « Derisering Large Aluminium Casting : Knock-off Cores or Fiberglass Screen? ».